





Cómo evitar la formación de «puentes» en los depósitos de cenizas de fondo: el secreto para un flujo fluido del material
 En una planta de valorización energética de residuos (WtE) dedicada a la recuperación de metales, el equipo de clasificación más sofisticado del mundo resulta inútil si el material no puede llegar físicamente hasta él. Para los operadores de la planta, nada es más frustrante —ni más costoso— que una línea de producción que se paraliza porque las cenizas de fondo de incineración (IBA) húmedas han obstruido la tolva de almacenamiento.
En una planta de valorización energética de residuos (WtE) dedicada a la recuperación de metales, el equipo de clasificación más sofisticado del mundo resulta inútil si el material no puede llegar físicamente hasta él. Para los operadores de la planta, nada es más frustrante —ni más costoso— que una línea de producción que se paraliza porque las cenizas de fondo de incineración (IBA) húmedas han obstruido la tolva de almacenamiento.
Las IBA representan el «peor escenario posible» para la manipulación de materiales a granel. Son pesadas, muy abrasivas, están repletas de alambres entrelazados y, cuando están húmedas, se transforman en un lodo cohesivo similar a la arcilla. Cuando este material se deposita en una tolva mal diseñada, provoca inevitablemente fallos de flujo como la formación de puentes (arcos) y la creación de cavidades. Estos bloqueos privan de material a los equipos posteriores, lo que provoca caídas masivas en las tasas de recuperación de metal y obliga al personal a realizar peligrosos procedimientos de limpieza manual.
En esta completa guía operativa, profundizaremos en la mecánica de los sólidos a granel que provoca los fallos de flujo en el IBA. Exploraremos cómo un diseño adecuado de los silos tampón, revestimientos estratégicos de las paredes, promotores de flujo activos y alimentadores de extracción de precisión pueden eliminar los atascos y garantizar un flujo continuo y rentable de material a través de su planta de clasificación.
1. La mecánica de los fallos de flujo en el IBA
Antes de poder resolver el problema, debemos comprender los principios físicos que explican por qué los sólidos a granel no fluyen. En el procesamiento de cenizas de fondo, las interrupciones del flujo suelen manifestarse de dos formas distintas:
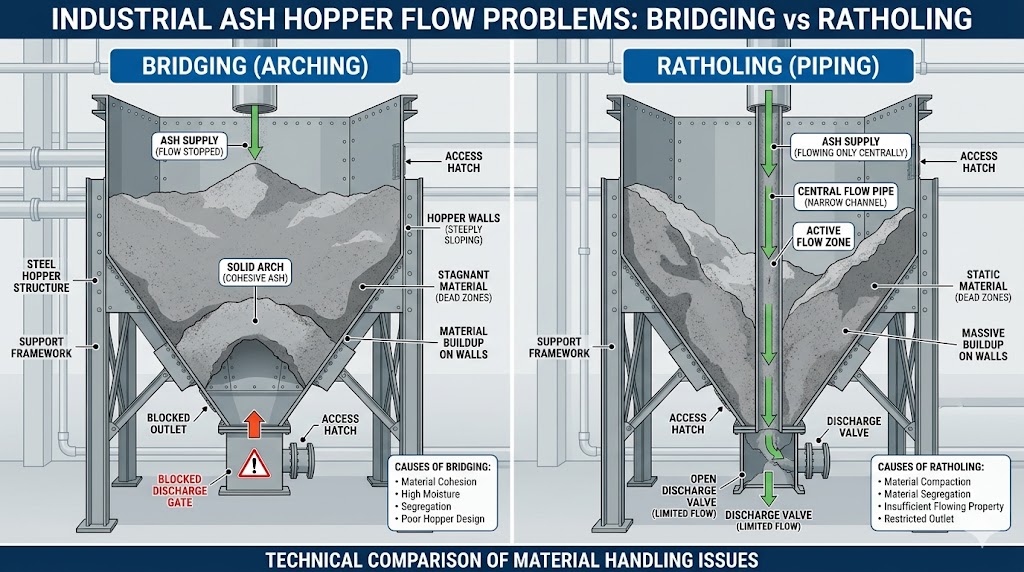
Formación de puentes (o arcos)
La formación de puentes se produce cuando las partículas se entrelazan para formar un arco estable a través de la abertura de descarga de un silo. El material situado por encima del arco queda sostenido por este, lo que provoca la parada total de la descarga. En el IBA, la formación de puentes se debe a dos factores:
1. Entrelazamiento mecánico: Los clinker grandes y de forma irregular o los alambres de acero largos y sin quemar se enredan físicamente entre sí para formar un puente estructural.
2. Arcos cohesivos: Las cenizas finas y húmedas desarrollan fuertes enlaces cohesivos (tensión superficial y cementación química) que les permiten soportar su propio peso a lo largo de la abertura de la tolva.
Ratholing (o piping)
El «ratholing» se produce cuando el material fluye únicamente por un canal vertical situado directamente sobre la abertura de descarga. El material que rodea este canal activo permanece estancado (zonas muertas). Con el tiempo, el conducto central se vacía y el flujo cesa, aunque el silo pueda seguir estando lleno al 80 %. El «ratholing» restringe gravemente la capacidad útil del silo y provoca que las cenizas estancadas se endurezcan con el tiempo.
2. Prevención en el origen: diseño del silo tampón de IBA
La gran mayoría de los problemas de flujo se deben a tolvas estándar y prefabricadas diseñadas para arena seca o grano, no para cenizas húmedas de incineradora. Se debe diseñar un depósito tampón IBA especializado para el flujo en masa en lugar del flujo en embudo.
- ✖Flujo en embudo (el problema): Las paredes de la tolva no son lo suficientemente inclinadas ni lisas. El material fluye solo por el centro, creando enormes zonas muertas a lo largo de las paredes. Esto garantiza la formación de ratholing y el endurecimiento de la IBA húmeda.
- ✔Flujo en masa (la solución): Las paredes de la tolva son lo suficientemente inclinadas y de baja fricción, lo que garantiza que todo el material esté en movimiento cada vez que se extrae algo. Este patrón de «primero en entrar, primero en salir» elimina las zonas muertas y rompe los enlaces cohesivos.
Parámetros críticos de diseño
| Factor de diseño | Depósito de áridos estándar | Depósito tampón IBA especializado |
|---|---|---|
| Ángulo de la pared (cono/cuña) | 45° a 55° | 65° a 75° (lo mejor es una cuña asimétrica) |
| Material del revestimiento interno | Acero al carbono sin recubrimiento | UHMWPE (polietileno de peso molecular ultraalto) o acero inoxidable pulido |
| Forma de la abertura de descarga | Redonda o cuadrada | Rectángulo alargado (ranurado) |
| Dimensión de descarga | Pequeña (p. ej., 300 mm) | Calculada en función de la resistencia cohesiva (a menudo > 600 mm de ancho) |
3. Promotores de flujo activos: cuando la gravedad no es suficiente

Incluso con una tolva de flujo en masa perfectamente diseñada, el IBA muy saturado o almacenado durante mucho tiempo puede formar ocasionalmente puentes. Para garantizar una producción ininterrumpida, deben integrarse dispositivos de promoción activa del flujo en la estructura del silo.
Cañones de aire (sopladores de aire)
Los cañones de aire inyectan una ráfaga repentina de aire comprimido a alta presión directamente en el material cerca de la abertura de descarga. Esta onda de choque repentina rompe los enlaces cohesivos del arco sin causar daños estructurales al silo. Son increíblemente eficaces contra la formación de puentes cohesivos en finos húmedos.
Vibradores de pared neumáticos/eléctricos
Montados en las paredes externas de la tolva, estos dispositivos transmiten vibraciones de alta frecuencia a través del acero para reducir la fricción de las paredes. Advertencia: Los vibradores solo deben encenderse cuando el alimentador de descarga esté en funcionamiento. Si un vibrador funciona mientras la descarga está cerrada, compactará las cenizas húmedas formando un bloque sólido e inamovible.
Activadores de silos (descargadores vibratorios)
Un activador de tolva sustituye a la sección inferior de la tolva estática. Utiliza un motor giratorio para impartir potentes vibraciones horizontales al material, mientras que un cono deflector interno empuja las cenizas hacia las paredes y hacia abajo a través de un espacio anular. Esta es la solución definitiva para evitar la formación de cavidades en lodos altamente cohesivos.
4. Extracción: el papel crucial del alimentador
Una tolva y un alimentador deben diseñarse como un único sistema integrado. Si se dispone de una abertura de tolva alargada con ranuras perfectamente diseñada, pero se combina con un alimentador mal diseñado que solo extrae material de la parte trasera, el resto de la tolva se estancará y se formarán cavidades.
Además, la forma en que el material se presenta al equipo posterior determina la rentabilidad de su planta. Por ejemplo, si la escoria sale del depósito en grumos espesos, los imanes sobrebandas no pueden llegar a la capa inferior y se perderán metales valiosos.
| Tipo de alimentador | Cómo funciona | Idoneidad de IBA |
|---|---|---|
| Alimentador de cinta | Una cinta de goma resistente extrae el material del silo. | Aceptable. Adecuado para cenizas secas y finas. El vidrio afilado y las barras de refuerzo pueden desgarrar la cinta. Requiere faldones cónicos para un arrastre uniforme. |
| Alimentador de faldones | Placas de acero superpuestas sobre cadenas pesadas. | Excelente para IBA primario sin triturar. Extremadamente robusto y resistente a los impactos. |
| Alimentador vibratorio electromagnético | Utiliza la resonancia magnética para «lanzar» el material hacia delante. | El estándar de referencia para IBA procesado. Proporciona un control preciso y continuo. Crea una «monocapa» perfecta para las corrientes de Foucault posteriores. |
5. Gestión en las fases iniciales: la importancia del cribado previo
La mejor manera de evitar atascos en la tolva es asegurarse de que los materiales imposibles de manejar nunca entren en el depósito en primer lugar. El IBA sin procesar procedente directamente del incinerador suele contener objetos «extraños» de gran tamaño: bloques de motor, muelles de cama retorcidos y largas marañas de barras de refuerzo.
Si estos objetos caen en una tolva de flujo en embudo estándar, formarán inmediatamente un puente estructural indestructible. Para evitarlo, el material debe procesarse mediante una criba de tambor de alta resistencia y una trituradora especial para IBA antes de entrar en los silos de almacenamiento secundarios. El preclasificado del material garantiza que la mecánica del flujo se ajuste a los cálculos de ingeniería del diseño de la tolva.
Deje de perder ingresos por el tiempo de inactividad de la planta
¿Su línea de recuperación de metales está constantemente falta de material? No permita que unos silos de almacenamiento mal diseñados saboteen su rentabilidad. IbaSorting diseña silos de almacenamiento de flujo masivo a medida y sistemas de alimentación electromagnética diseñados específicamente para las condiciones extremas de las cenizas de fondo húmedas.
Más información sobre IbaSorting y nuestro compromiso con la excelencia operativa.
Preguntas frecuentes (FAQ)
¿Puedo simplemente golpear el lateral de la tolva con un mazo para desatascarla?
Esta práctica, a menudo denominada «golpes de martillo», es muy desaconsejable. Aunque puede romper temporalmente un puente, golpear el acero crea abolladuras y hendiduras en las paredes internas. Estas abolladuras actúan como puntos de fricción donde se acumulará la ceniza húmeda, agravando de forma permanente el problema de los puentes y los agujeros en el futuro. Utilice siempre cañones de aire integrados o vibradores diseñados específicamente para ello.
¿Por qué se recomienda el UHMWPE como revestimiento de la tolva para IBA?
El UHMWPE (polietileno de peso molecular ultraalto) tiene un coeficiente de fricción extremadamente bajo y es muy resistente a la abrasión. En el caso de las cenizas húmedas y cohesivas de los incineradores, revestir las paredes inclinadas de la tolva con UHMWPE evita que las cenizas se adhieran al acero, lo que favorece un flujo de masa fluido y reduce drásticamente las posibilidades de que se formen cavidades.